Egy befektető teljes költsége egy tűzihorganyzó üzemre három fő kategóriába sorolható. Ezek a tőkeeszközök, az infrastruktúra és az üzemeltetés.tűzihorganyzó berendezések árakulcsfontosságú tételeket tartalmaz. Ezek a tételek a horganyzó üst, az előkezelő tartályok és az anyagmozgató rendszerek. Az infrastrukturális költségek magukban foglalják a telek, az épület és a közművek telepítését. Az üzemeltetési költségek a nyersanyagok, az energia és a munkaerő folyamatos kiadásai.
A tűzihorganyzás piaca erős növekedési potenciált mutat. Ezt a növekedést az infrastrukturális beruházások és a korrózióálló anyagok iránti kereslet hajtja. Az olyan termékek piaca, mint acsövek horganyzó soraiterjeszkedik.
| Metrika | Érték |
|---|---|
| Piacméret 2024-ben | 62,39 milliárd USD |
| Piacméret 2032-ben | 92,59 milliárd USD |
| CAGR (2025-2032) | 6,15% |
Főbb tanulságok
- Beállításhorganyzó üzempénzbe kerül a berendezések, a földterület és az épületek. A fő berendezések közé tartozik a horganyzó üst és az acél mozgatásához szükséges gépek.
- Egy horganyzó üzem működtetése folyamatos költségekkel jár. Ezek közé tartozik a cink beszerzése, az energiaköltségek és a munkavállalók fizetése.
- A cink ára gyakran változik. Ez a változás befolyásolja, hogy mennyibe kerül az üzem napi üzemeltetése.
Kezdeti befektetés: A tűzihorganyzó berendezések és infrastruktúra ára
A kezdeti beruházás jelenti a legjelentősebb pénzügyi akadályt egy horganyzó üzem létesítésekor. Ez a fázis magában foglalja az összes előzetes kiadást a berendezésekre, a fizikai szerkezetekre és a beállításokra. A teljes költség nagymértékben változik az üzem tervezett kapacitásától, az automatizálás szintjétől és a földrajzi elhelyezkedéstől függően. Egy kis tételű termékekhez használt alapüzem ára körülbelül 20 000 dollár körül indulhat. Egy nagyméretű, folyamatos feldolgozósor meghaladhatja az 5 000 000 dollárt.
Egy közepes méretű üzem beruházási bontása szemlélteti a költségek eloszlását.
| Kategória | Költség (India rúpia, százezer rúpia) |
|---|---|
| Föld és infrastruktúra | 50 – 75 |
| Gépek és berendezések | 120 – 200 |
| Cinkkészlet | 15 – 30 |
| Munkaügyek és közművek | 10 – 15 |
| Engedélyezés és megfelelőség | 5 – 10 |
| Teljes kezdeti befektetés | 200 – 300 |
Horganyzó üst: Méret és anyag
Ahorganyzó üsta működés lelke és elsődleges költségtényező. Méretei – hosszúság, szélesség és mélység – határozzák meg az üzem által feldolgozható acéltermékek maximális méretét. Egy nagyobb üst több olvadt cinket képes befogadni, ami több energiát igényel a melegítéshez, és növeli a tűzihorganyzó berendezések összköltségét. Az üstök jellemzően speciális, alacsony szén-dioxid- és szilíciumtartalmú acélból készülnek, hogy ellenálljanak az olvadt cink korróziójának. Az anyagminőség közvetlenül befolyásolja az üst élettartamát és cseréjének gyakoriságát.
Előkezelő tartályok
Horganyzás előtt az acélnak egy sor tisztítási lépésen kell átesnie. Ez a folyamat előkezelő tartályokban történik. Ezeknek a tartályoknak a száma és mérete a kívánt áteresztőképességtől és a bejövő acél állapotától függ. Egy tipikus előkezelő sor több szakaszból áll:
- Zsírtalanítás:Eltávolítja az olajat, a szennyeződéseket és a zsírt.
- Öblítés:Eltávolítja a zsíroldó vegyszereket.
- Pácolás:Savat (például sósavat) használ a reve és a rozsda eltávolítására.
- Öblítés:Lemossa a savat.
- Folytatás:Mártás előtt cink-ammónium-klorid oldatot alkalmazunk az újraoxidáció megakadályozására.
Ezeket a tartályokat gyakran polipropilénből vagy szálerősítésű műanyagból (FRP) gyártják, hogy ellenálljanak a korrozív vegyszereknek.
Anyagmozgató rendszerek
A hatékony anyagmozgatás kulcsfontosságú a termelékenység és a biztonság szempontjából. Ezek a rendszerek az acélt a folyamat minden szakaszán keresztül szállítják. A manuális, félautomata és teljesen automata rendszerek közötti választás jelentősen befolyásolja a kezdeti befektetést.
| Rendszertípus | Átlagos ártartomány (USD) |
|---|---|
| Félautomata sor | 30 000–150 000 dollár |
| Teljesen automatikus gyártósor | 180 000–500 000 dollár |
| Egyedi kulcsrakész üzem | 500 000 dollár+ |
Jegyzet:A kézi anyagmozgatás alacsonyabb kezdeti költséggel jár, de gyakran magasabb hosszú távú kiadásokhoz vezet. Ezek a költségek a munkahelyi balesetekből, a termékkárosodásból és a lassabb termelésből erednek. Az automatizált rendszerek nagyobb kezdeti beruházást és képzett kezelőket igényelnek. Idővel azonban nagyobb költséghatékonyságot biztosítanak a megnövekedett hatékonyság és a biztonságosabb munkakörnyezet révén. A tűzihorganyzó berendezések ára az automatizálással együtt emelkedik, de az üzem hosszú távú jövedelmezősége is.
Fűtési és füstkezelő rendszerek
A horganyzó üsthöz nagy teljesítményű fűtőrendszerre van szükség ahhoz, hogy a cink olvadt állapotát körülbelül 450 °C-on tartsák. A nagy sebességű földgázégők gyakori választásnak számítanak. Ugyanilyen fontos a füstkezelő rendszer. A horganyzási folyamat veszélyes füstöket és port termel, amelyeket a környezetvédelmi előírásoknak való megfelelés érdekében be kell fogni és kezelni kell.
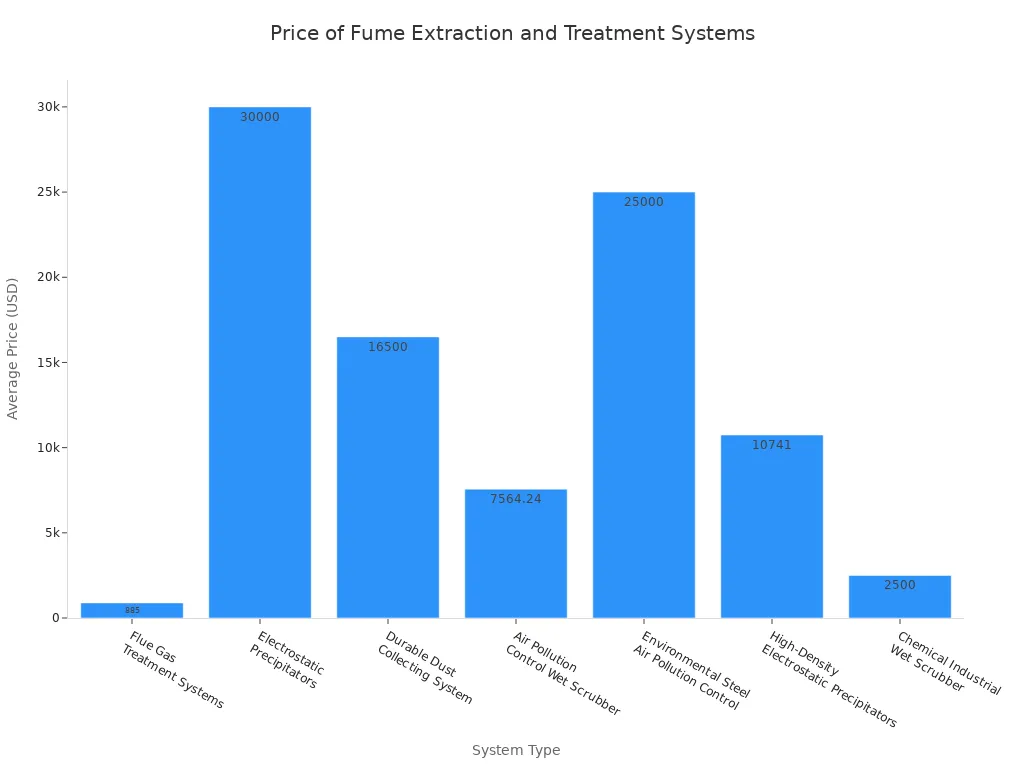
A Környezetvédelmi Ügynökség (EPA) vagy az Európai Unió (EU) szabványainak való megfelelés nem képezheti alku tárgyát. Észak-Amerikában a gyártó cégek 70%-a prioritásként kezeli a szűrőrendszerek korszerűsítését a levegőminőségi előírások teljesítése érdekében. A vállalkozások hajlandóak 10-15%-os felárat fizetni az olyan rendszerekért, amelyek garantálják a megfelelést és kiváló szűrést kínálnak. Ez a füsttisztító rendszert a költségvetés kritikus részévé teszi.
Telek és épület
A telek és az építés költsége nagymértékben függ az üzem helyétől. Egy horganyzó üzemnek jelentős alapterületre van szüksége a teljes gyártósor elhelyezéséhez, az acél érkezésétől a késztermék tárolásáig. Magának az épületnek speciális tervezési igényei vannak. Magas belmagassággal kell rendelkeznie a futódaruk működtetéséhez, és robusztus alapokkal kell rendelkeznie a nehéz berendezések, például az üst megtartásához. A megfelelő szellőztető infrastruktúra szintén elengedhetetlen a hő- és levegőminőség szabályozásához az egész létesítményben. Ezek a tényezők miatt az ipari övezetbe sorolt földterületek és a speciális építkezések a kezdeti tőkekiadás jelentős részét képezik.
Segédprogramok és telepítés
A horganyzó üzem jelentős energiafogyasztó, elsősorban földgáz- és villamosenergia-fogyasztással. A nagy kapacitású közműcsatlakozások kiépítése jelentős egyszeri költség. A földgázvezeték telepítésének költségei számos tényezőtől függenek:
- Távolság a fő gázellátástól
- Az árokásás és a telepítés összetettsége
- A felhasznált csőanyag típusa (pl. acél, HDPE)
Egy új gázvezeték telepítési költsége folyóméterenként 16 és 33 dollár között mozoghat. Egy új, az utcától a létesítményig futó vezeték könnyen meghaladhatja a 2600 dollárt, a komplex ipari projektek pedig sokkal többe kerülnek. Hasonlóképpen, a motorok, daruk és vezérlők nagy kapacitású elektromos csatlakozásának kiépítése a helyi közműszolgáltatókkal való koordinációt igényli, és összetett, költséges folyamat lehet. Az összes gép telepítése az utolsó összetevő, amely hozzájárul a tűzihorganyzó berendezések teljes árához.
Folyamatos működési költségek

A kezdeti beállítás után egyhorganyzó üzempénzügyi helyzete a folyamatos működési költségek kezelésétől függ. Ezek az ismétlődő kiadások közvetlenül befolyásolják a horganyzott acél végtermék árát és az üzem általános jövedelmezőségét. A nyersanyagok, az energia, a munkaerő és a karbantartás gondos kezelése elengedhetetlen a hosszú távú sikerhez.
Nyersanyagok: Cink és vegyi anyagok
A nyersanyagok teszik ki az üzem működési költségvetésének legnagyobb részét. A cink a legkritikusabb és legköltségesebb összetevő. A különlegesen magas minőségű (SHG) cink ára a globális kínálat és kereslet alapján ingadozik, így ez egy változó költség, amelyet az üzemvezetőknek szorosan figyelemmel kell kísérniük. A piaci indexek, mint például az Argus Metals által biztosított „különleges, magas minőségű, raktáron lévő rotterdami cink prémium”, referenciaként szolgálnak az árképzéshez.
A cink ára jelentősen eltérhet a beszállítók és a régiók között.
| Termékleírás | Tisztaság | Árkategória (USD/tonna) |
|---|---|---|
| Speciális, kiváló minőségű cinköntvény | 99,995% | 2900–3000 dollár |
| Kiváló minőségű cinköntvény | 99,99% | 2300–2800 dollár |
| Standard cinköntvény | 99,5% | 1600–2100 dollár |
Jegyzet:A fenti árak tájékoztató jellegűek és naponta változnak. Egy üzem tulajdonosának megbízható ellátási láncokat kell kiépítenie a versenyképes árak biztosítása érdekében.
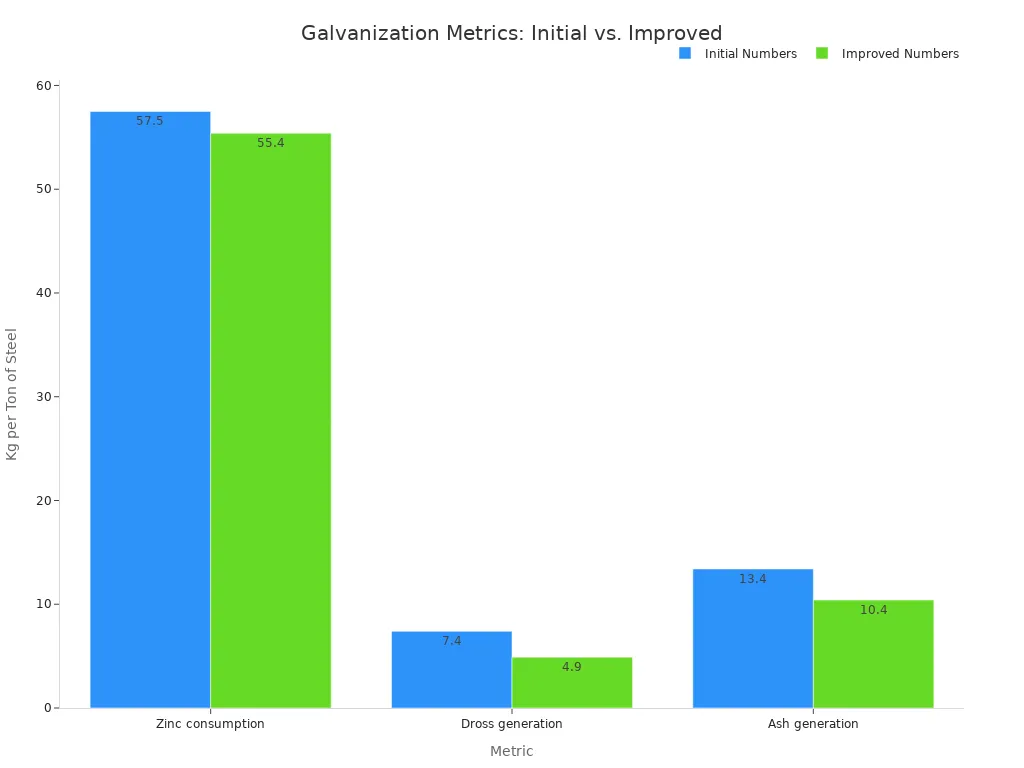
Egy üzem cinkfogyasztása nem csak az acél bevonatát foglalja magában. A folyamat melléktermékeket is termel, például cinksalak (vas-cink ötvözet) és cinkhamu (cink-oxid). Ezek a melléktermékek a felhasználható cink veszteségét jelentik. A folyamatok fejlesztése azonban jelentősen csökkentheti ezt a hulladékot. A hatékony működés alacsonyabb fogyasztást és kevesebb melléktermék-képződést eredményez, ami közvetlenül csökkenti az anyagköltségeket.
Egyéb alapvető nyersanyagok közé tartoznak az előkezelési folyamathoz szükséges vegyszerek. Ezek a következők:
- Zsírtalanító szerekaz acél tisztításához.
- Sósav vagy kénsavsavanyításhoz.
- Cink-ammónium-klorida fluxusoldathoz.
Ezen vegyszerek költsége, valamint biztonságos tárolásuk és ártalmatlanításuk költsége növeli a teljes működési költséget.
Energiafogyasztás
A horganyzó üzemek energiaigényes műveletek. A két fő energiaköltség a földgáz és az elektromos áram.
- Földgáz:A kemencerendszer nagy mennyiségű földgázt fogyaszt, hogy több száz tonna cinket olvadt állapotban tartson a nap 24 órájában 450 °C-on.
- Villamosság:Nagy teljesítményű motorok hajtják a felső darukat, szivattyúkat és füstelszívó ventilátorokat.
Az energiahatékony technológiákba való befektetés drámaian csökkentheti ezeket a költségeket. A modern kazánok például több mint 20%-kal csökkenthetik az éves energiaigényt. Egy továbbfejlesztett rendszer csökkentheti az energiafogyasztást.399,3 MJ/tonnaacélból éppen307 MJ/tonnaEz a 23%-os fogyasztáscsökkenés közvetlenül jelentős pénzügyi megtakarítást és kisebb szénlábnyomot eredményez, így az energiaoptimalizálás minden modern üzem kulcsfontosságú céljává válik.
Munka és képzés
A képzett és hatékony munkaerő a horganyzóüzem motorja. A munkaerőköltségek jelentős működési költséget jelentenek, és a földrajzi elhelyezkedéstől és a helyi bértörvényektől függően változnak. Az üzemben a legfontosabb szerepek a következők:
- darukezelők
- Acél horgászathoz (akasztáshoz) és horgászatról való leválasztáshoz dolgozók
- Vízforraló-kezelők vagy „merítők”
- Fettlerek (a befejezéshez)
- Minőségellenőrök
- Karbantartó technikusok
A megfelelő képzés nem kiadás, hanem befektetés. Egy jól képzett csapat biztonságosabban és hatékonyabban dolgozik. Ez csökkenti a munkahelyi baleseteket, minimalizálja az ügyféltermékek károsodását, és biztosítja az állandó minőséget. A folyamatos képzési programok segítenek az alkalmazottaknak naprakésznek maradni a biztonság, a környezetvédelmi megfelelőség és a működési hatékonyság legjobb gyakorlataival kapcsolatban, ami végső soron növeli az üzem termelékenységét és hírnevét.
Karbantartás és alkatrészek
A zord, magas hőmérsékletű környezetben működő mechanikus berendezések állandó figyelmet igényelnek. A proaktív karbantartási ütemterv elengedhetetlen a váratlan meghibásodások és a költséges termelésleállások megelőzése érdekében.
Profi tipp:Egy tervezett karbantartási program kevesebbe kerül, mint a sürgősségi javítások. A rendszeres ellenőrzések ütemezése avízforraló, daruk és füstelszívó rendszer biztosítja a megbízhatóságot és meghosszabbítja a drága berendezések élettartamát.
A főbb karbantartási tevékenységek közé tartozik a kemence karbantartása, a daru ellenőrzése és a füstkezelő rendszer tisztítása. Az üzemnek a nélkülözhetetlen alkatrészek készletét is költségvetésben kell tartania. A gyakori alkatrészek a következők:
- Égők és hőelemek a kemencéhez
- Szivattyútömítések és járókerekek
- Szűrők a füstelszívó rendszerhez
- Elektromos alkatrészek, például kontaktorok és relék
Ezeknek az alkatrészeknek a kéznél tartása lehetővé teszi a gyors javításokat, minimalizálja az állásidőt és fenntartja a gyártósor folyamatosságát.
Az üst mérete, az infrastruktúra és a cink ára a fő költségtényezők. Az üzem kapacitása, automatizálása és elhelyezkedése határozza meg a végső beruházást. A tűzihorganyzó berendezések ára széles skálán mozog. A befektetőknek a tervezés során figyelembe kell venniük a megtérülési időt.
- Egy új erőmű várható megtérülési ideje nem lehet több, mint 5 év.
Tipp:Pontos árajánlatért forduljon a növénygyártókhoz, hogy részletes, személyre szabott árajánlatot kapjon.
Közzététel ideje: 2025. dec. 02.