Korrózióvédelem 2025-ben Miért vezet még mindig a tűzihorganyzás?
TűzihorganyzásHorganyzásA (HDG) kiváló hosszú távú értéket képvisel acélprojektek esetében. Egyedülálló kohászati kötése páratlan tartósságot biztosít a sérülésekkel szemben. A bemerítési eljárás teljes, egyenletes lefedettséget biztosít, amelyet a szórófejes módszerekkel nem lehet reprodukálni. Ez a kettős védelem jelentősen csökkenti az életciklus karbantartási költségeit.
Tűzihorganyzásnagyon erőssé teszi az acélt. Különleges kötést hoz létre, amely jobban védi az acélt, mint a festék.
A horganyzás az acél minden részét lefedi. Ez megakadályozza, hogy a rozsda rejtett helyeken is megjelenjen.
A horganyzott acél hosszú távon pénzt takarít meg. Sokáig tart, és kevesebb javítást igényel, mint más bevonatok.
Mi teszi a tűzihorganyzást a legjobb választássá?
A tűzihorganyzás (HDG) kiemelkedik a többi korrózióvédelmi módszer közül. Felsőbbrendűségét három fő erőssége adja: az olvasztott kohászati kötés, a teljes bemerítési fedés és a kettős hatású védőrendszer. Ezek a tulajdonságok együttesen páratlan teljesítményt és hosszú távú értéket biztosítanak.
Páratlan tartósság kohászati kötésnek köszönhetően
A festék és más bevonatok egyszerűen megtapadnak az acél felületén. A tűzihorganyzás egy olyan felületet hoz létre, amely az acél részévé válik. A folyamat során az acél alkatrészt bemerítik...olvadt cinkkörülbelül 450°C-ra (842°F) hevítik. Ez a magas hőmérséklet diffúziós reakciót indít el, amely a cinket és a vasat összeolvasztja.
Ez a folyamat különálló cink-vas ötvözet rétegek sorozatát hozza létre. Ezeket a rétegeket kohászatilag kötik az acél hordozóhoz.
Gamma réteg: Az acélhoz legközelebb álló, körülbelül 75% cinktartalommal.
Delta rétegA következő réteg, körülbelül 90%-ban cinkkel.
Zéta rétegEgy vastag réteg, amely körülbelül 94% cinket tartalmaz.
Eta rétegA tiszta cink külső réteg, amely a bevonat kezdeti fényességét adja.
Ezek az összekapcsolódó rétegek valójában keményebbek, mint az alapacél, így kivételes kopás- és sérülésállóságot biztosítanak. A kemény belső rétegek ellenállnak a karcolásoknak, míg a képlékenyebb tiszta cink külső réteg elnyeli az ütéseket. Ez a metallurgiai kötés jelentősen erősebb, mint más bevonatok mechanikai kötései.
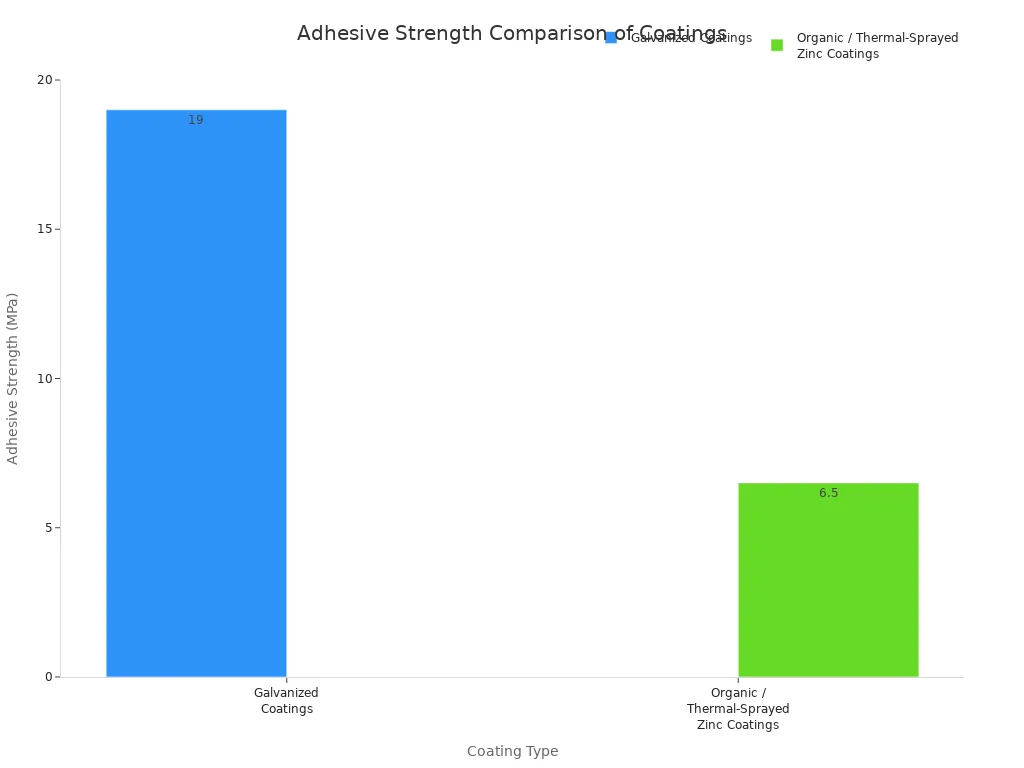
Bevonat típusa
Kötési szilárdság (psi)
Tűzihorganyzott
~3600
Egyéb bevonatok
300-600
Ez a hatalmas kötésszilárdság azt jelenti, hogy a horganyzott bevonat rendkívül nehezen hámozható vagy lepattan. Megbízhatóan ellenáll a szállítás, a kezelés és a helyszíni építés viszontagságainak.
Teljes körű lefedettség a teljes védelemért
A korrózió megtalálja a leggyengébb pontot. Szórófestékek, alapozó Az s és más bevonatok érzékenyek az alkalmazási hibákra, például a csöpögésre, megfolyásra vagy kihagyott foltokra. Ezek a kis tökéletlenségek a rozsda kiindulópontjai lehetnek.
A tűzihorganyzás a teljes bemerítés révén kiküszöböli ezt a kockázatot. A teljes acélszerkezet olvasztott cinkbe mártása teljes befedést biztosít. A folyékony cink minden felületre befolyik, rá és köré.
Minden sarok, él, varrat és belső üreges profil egységes védőréteget kap. Ez a „széltől szélig” kiterjedő befedés biztosítja, hogy ne maradjanak árnyékolatlan területek, amelyek ki vannak téve a környezeti hatásoknak.
Ez az átfogó védelem nem csupán egy bevált gyakorlat, hanem követelmény. A globális szabványok előírják ezt a minőségi szintet a teljesítmény biztosítása érdekében.
ASTM A123megköveteli, hogy a horganyzott felület folytonos, sima és egyenletes legyen, bevonat nélküli területek nélkül.
ASTM A153hasonló szabályokat állít fel a vasalatokra vonatkozóan, teljes és tapadó kidolgozást követelve meg.
ISO 1461a nemzetközi szabvány, amely biztosítja a gyártott acéltermékek teljes és egyenletes lefedettségét.
Ez a folyamat garantálja a teljes szerkezeten átívelő, egyenletes védőréteget, amit a kézi szóró- vagy ecsetfestés nem tud megismételni.
Kettős hatás: akadály és áldozatos védelem
A horganyzott bevonat két hatékony módon védi az acélt.
Először is, úgy működik, mint egyvédőbevonatA cinkrétegek megvédik az acélt a nedvességtől és az oxigéntől. Maga a cink nagyon ellenálló. A legtöbb légköri környezetben a cink 10-30-szor lassabban korrodál, mint az acél. Ez a lassú korróziós sebesség tartós fizikai védelmet biztosít.
Másodszor, biztosítjaáldozatos védelemA cink elektrokémiailag aktívabb, mint az acél. Ha a bevonatot egy mély karcolás vagy fúrt lyuk károsítja, a cink korrodál először, „feláldozva” magát a szabadon lévő acél védelme érdekében. Ez a katódos védelem megakadályozza, hogy a rozsda bekúszzon a bevonat alá, és akár ¼ hüvelyk átmérőjű csupasz foltokat is képes megvédeni. A cink lényegében az acél testőreként működik, biztosítva, hogy még ha a gát meg is sérül, a szerkezet biztonságban maradjon a korróziótól. Ez az öngyógyító tulajdonság a...horganyzás.
A HDG-eljárás: A minőség jele
A tűzihorganyzott bevonat kivételes minősége nem a véletlen műve. Egy precíz, többlépcsős folyamat eredménye, amely kiváló felületet garantál. Ez a folyamat jóval azelőtt elkezdődik, hogy az acél egyáltalán érintkezne az olvadt cinkkel.
A felület előkészítésétől az olvasztott cinkbe mártásig
A megfelelő felület-előkészítés a sikeres bevonat legfontosabb tényezője. Az acélnak tökéletesen tisztának kell lennie ahhoz, hogy a kohászati reakció végbemenjen. A folyamat három fő lépésből áll:
ZsírtalanításA forró lúgos oldat eltávolítja az acélról a szerves szennyeződéseket, például a koszt, a zsírt és az olajat.
PácolásAz acélt híg savas fürdőbe mártják a hengerlési reve és a rozsda eltávolítása érdekében.
FolytatásA cink-ammónium-klorid oldatba mártott utolsó mártás eltávolítja az utolsó oxidokat, és védőréteget képez, amely megakadályozza az új rozsda kialakulását a horganyzás előtt.
Csak ezt az alapos tisztítást követően merítik az acélt egy olvasztott cinkfürdőbe, amelyet jellemzően körülbelül 450°C-ra (842°F) hevítenek.
A horganyzóberendezés-gyártó szerepe
A teljes folyamat minősége a gépektől függ. Egy professzionális horganyzóberendezés-gyártó tervezi és építi meg azokat a fejlett gyártósorokat, amelyek lehetővé teszik a modern HDG-t. Manapság egy vezető horganyzóberendezés-gyártó automatizálást és valós idejű érzékelőket épít be a precíz vezérlés érdekében. Ez biztosítja, hogy minden lépés optimalizálva legyen, a kémiai tisztítástól a hőmérséklet-szabályozásig. Továbbá egy felelősségteljes horganyzóberendezés-gyártó olyan rendszereket tervez, amelyek megfelelnek a szigorú környezetvédelmi és biztonsági előírásoknak, gyakran zárt hurkú rendszereket is beleértve a hulladék kezelésére. A horganyzóberendezés-gyártó szakértelme elengedhetetlen az állandó, kiváló minőségű eredményekhez.
Hogyan biztosítja a bevonat vastagsága a hosszú élettartamot
A csúcskategóriás horganyzóberendezés-gyártó rendszerei által irányított, szabályozott folyamat közvetlenül befolyásolja a végső bevonat vastagságát. Ez a vastagság az acél élettartamának egyik kulcsfontosságú előrejelzője. A vastagabb, egyenletesebb cinkbevonat hosszabb ideig biztosít védelmet és tartós védelmet. Az ipari szabványok az acél típusa és mérete alapján határozzák meg a minimális bevonatvastagságot, biztosítva, hogy az acél minimális karbantartással évtizedekig ellenálljon a tervezett környezetnek.
HDG vs. alternatívák: 2025-ös teljesítmény-összehasonlítás
A korrózióvédő rendszer kiválasztása során gondosan meg kell vizsgálni a teljesítményt, a tartósságot és a hosszú távú költségeket. Bár számos alternatíva létezik,tűzihorganyzáskövetkezetesen bizonyítja fölényét a festékekkel, epoxigyantákkal és alapozókkal szemben.
Festék és epoxi bevonatok ellen
A festék és az epoxi bevonatok felületi filmek. Védőréteget hoznak létre, de kémiailag nem kötődnek az acélhoz. Ez az alapvető különbség jelentős teljesítménybeli különbségekhez vezet.
Az epoxi bevonatok különösen hajlamosak a meghibásodásra. Megrepedhetnek és lepattoghatnak, felfedve az alattuk lévő acélt. Ha a gát megszakad, a korrózió gyorsan terjedhet. A New York-i Állami Autópálya Hatóság ezt első kézből tapasztalta meg. Kezdetben epoxi bevonatú betonacélt használtak útjavításokhoz, de a bevonatok gyorsan megrepedtek. Ez az utak gyors romlásához vezetett. Miután egy hídjavításhoz horganyzott betonacélra váltottak, az eredmények annyira lenyűgözőek voltak, hogy most horganyzott anyagokat használnak a projektjeikhez.
Az epoxi bevonatok korlátai egyértelművé válnak, ha összehasonlítjuk őket a HDG-vel.
Filmréteget képez a felületen; nincs kémiai kötés.
Kémiai, kohászati kötést hoz létre az acéllal.
Hibamechanizmus
Hajlamos a repedésre és a hámlásra, ami lehetővé teszi a rozsda terjedését.
Az öngyógyító tulajdonságok védik a karcolásokat és megakadályozzák a rozsda terjedését.
Tartósság
Könnyen megrepedhet szállítás és telepítés közben.
A rendkívül tartós ötvözetrétegek ellenállnak a kopásnak és az ütéseknek.
Javítás
Nincs önjavítási lehetőség. A sérült területeket kézzel kell megjavítani.
Automatikusan védi a kisebb sérült területeket áldozatos fellépéssel.
Az epoxi bevonatok felhordása és tárolása szintén jelentős kihívást jelent.
KárveszélyAz epoxi törékeny. A szállítás vagy a telepítés során keletkező karcolások gyenge pontokat hozhatnak létre a korrózió szempontjából.
UV-érzékenységAz epoxigyantával bevont acél kültéri tároláshoz speciális ponyvákat igényel. A napfény okozta károsodás elkerülése érdekében le kell fedni.
TapadásvesztésA bevonat acélhoz való kötődése idővel gyengülhet, még tárolás közben is.
Tengeri környezetekA tengerparti területeken az epoxi bevonatok gyengébben teljesíthetnek, mint a csupasz acél. A só és a nedvesség könnyen kihasználhatja a bevonat bármilyen apró hibáját.
A HDG a tengerparti környezetben mutatja meg ellenálló képességét. Még a közvetlen sós szélnek kitett területeken is a horganyzott acél 5-7 évig kitart, mielőtt első karbantartást igényelne. Ugyanazon szerkezet védett területei további 15-25 évig védettek maradhatnak.
Cinkben gazdag alapozók ellen
A cinkben gazdag alapozókat gyakran a horganyzás folyékony alternatívájaként kínálják. Ezek az alapozók nagy százalékban tartalmaznak cinkport festékkötőanyaggal keverve. A cinkrészecskék áldozati védelmet nyújtanak, de a rendszer mechanikai kötésen alapul, hasonlóan a hagyományos festékekhez.
A tűzihorganyzás ezzel szemben magas hőmérsékleten diffúziós reakció révén hozza létre a védőrétegeket. Ez valódi cink-vas ötvözeteket képez, amelyek az acélhoz olvadnak. A cinkben gazdag alapozó egyszerűen tapad a felülethez. Ez a kötésbeli különbség a HDG kiváló teljesítményének kulcsa.
Jellemző
Tűzihorganyzás
Cinkben gazdag alapozó
Mechanizmus
A kohászati kötés tartós cink-vas ötvözet rétegeket hoz létre.
A kötőanyagban lévő cinkpor áldozati védelmet nyújt.
Tapadás
~3600 psi kötési szilárdsággal az acélhoz hegesztve.
A mechanikai kötés a felület tisztaságától függ; sokkal gyengébb.
Tartósság
A rendkívül kemény ötvözetrétegek ellenállnak a kopásnak és az ütéseknek.
A puhább, festékszerű bevonat könnyen megkarcolódhat vagy lepattoghat.
Alkalmasság
Ideális szerkezeti acélhoz zord, hosszú élettartamú alkalmazásokhoz.
Legjobb javításokhoz, vagy ha a HDG nem lehetséges.
Bár a cinkben gazdag alapozók jó védelmet nyújtanak, nem érik el a valódi horganyzott bevonat tartósságát és tartósságát. Az alapozó hatékonysága teljes mértékben a tökéletes felület-előkészítéstől és felhordástól függ, és továbbra is érzékeny a karcolásokra és a fizikai sérülésekre.
A HDG-vel kapcsolatos gyakori kritikák megválaszolása
A tűzihorganyzással kapcsolatos gyakori tévhit a kezdeti költsége. A múltban a HDG-t kezdetben néha drágább megoldásnak tekintették. Ez azonban 2025-ben már nem így van.
A stabil cinkáraknak és a hatékonyabb folyamatoknak köszönhetően a HDG ma már rendkívül versenyképes a kezdeti költségek tekintetében. A teljes életciklus-költségeket tekintve a HDG szinte mindig a leggazdaságosabb választás. Más rendszerek gyakori karbantartást és újratelepítést igényelnek, ami jelentős költségeket jelent a projekt élettartama alatt.
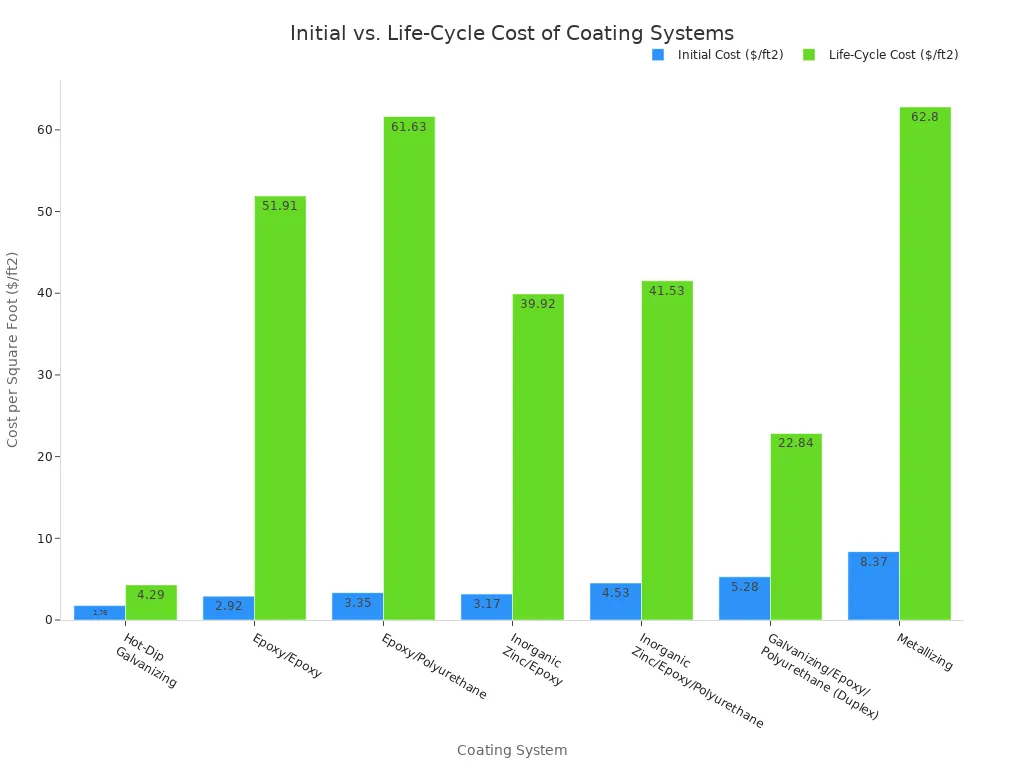
Az Amerikai Horganyzók Szövetsége egy életciklus-költségkalkulátort (LCCC) kínál, amely a HDG-t több mint 30 másik rendszerrel hasonlítja össze. Az adatok következetesen azt mutatják, hogy a HDG pénzt takarít meg. Például egy 75 éves tervezési élettartamú hídról szóló tanulmányban:
EgyEpoxi/Poliuretána rendszer életciklusköltsége a következő volt:61,63 dollár négyzetlábonként.
Ez a hatalmas különbség a HDG karbantartásmentes teljesítményéből adódik. Egy horganyzott szerkezet gyakran 75 évig vagy tovább is kitarthat anélkül, hogy nagyobb munkálatokat igényelne. Ez teszi a legokosabb pénzügyi befektetéssé a hosszú távú projektekbe.