A horganyzás a legjobb módszer az acél rozsda elleni védelmére. Lényegében egyhorganyzó fürdőegy nagy üst olvadt cinkkel, amelyet fém alkatrészek bevonására használnak. Amikor tiszta acélt mártanak ebbe a fürdőbe, a cink gyorsan kötődik a felülethez, és masszív, korrózióálló bevonatot képez. A horganyzás már több mint 150 éve létezik, mégis meglepően hatékony és környezetbarát. Valójában gyakran emlegetik az egyik legkörnyezetbarátabb korrózióvédelmi eljárásként. Az eredmény egy acél, amely minimális karbantartással évtizedekig is kibírja a szabadban. Az alábbiakban lépésről lépésre bemutatjuk, hogyan válik egy acél alkatrész poros régi fémből cinkpáncélzattá egy horganyzó fürdőben.

Mi az a horganyzó fürdő?
A horganyzó fürdő egyszerűen egy körülbelül 450°C-ra (842°F) hevített olvasztott cinkkel teli kád. Az acél alkatrészeket ebbe a forró cinkbe merítik, amely ezüstös folyékony fémnek tűnik. Merítés közben a cink reakcióba lép az acélban lévő vassal, kohászati kötést hozva létre a cink és az acél között. A gyakorlatban a vállalatok ezt gyakran cinknek nevezik.tűzihorganyzásfolyamat – szó szerint acélt mártanak „forró” (olvadt) cinkbe.
Ez a módszer nagyon hatékony. A cinkfürdőt jellemzően 98%-nál nagyobb tisztaságú cinktartalommal tartják, és a szállítószalag- vagy darurendszerek gondosan szögben állítják be az acéldarabokat, hogy a cink eláraszthassa az alkatrész minden sarkát. Még az üreges formák vagy csövek is megtelnek cinkkel, így a belsejük is bevonatot kap, nem csak kívülről. Ahogy egy iparági útmutató fogalmaz, a tűzihorganyzás egy „teljes merítésű” eljárás – az acélt teljesen elmerítik, és cink bevonatot kap.mindenbelső és külső felületek. Az acélt néhány perccel később egy új, fényes fémréteggel emelik fel.
A tűzihorganyzási folyamat (elejétől a végéig)
A horganyzási folyamat több kulcsfontosságú szakaszból áll. Mindegyiket óvatosan kell végezni, mert a cink csak tökéletesen tiszta felületen tapad. Általánosságban elmondható, hogy a lépések a következők:
Tisztítás (zsírtalanítás és pácolás):Először az acélt alaposan megtisztítják, hogy eltávolítsák az olajat, a zsírt és a laza rozsdát. Ez általában forró lúgos (maró) oldatot jelent, amely zsírtalanítja az acélt. Ezután az acél savas pácfürdőbe kerül (gyakran híg kénsav vagy sósav), hogy eltávolítsák a hengerlési revét és a rozsdát. A pácolás után a makacs szennyeződéseket, festéket vagy salakot kézzel vagy szemcseszórással távolítják el. Röviden, minden szennyeződést el kell távolítani, mert a cink nem kötődik a szennyezett acélhoz.
Folytatás:Közvetlenül a horganyzás előtt a tiszta acélt folyósítószer-oldatba mártják, amely általában cink-ammónium-klorid keveréke. A folyósítószer eltávolítja az oxid utolsó nyomait is, és megakadályozza az új oxidációt a bemerítés előtt. Egyes üzemekben egy vékony „folyósítószer-takarót” is elhelyeznek a cinkfürdő tetején, hogy elősegítsék az acél zsírtalanítását a belépéskor. A folyósítószer-bekeverés kulcsfontosságú: biztosítja, hogy az olvadt cinknedvesaz acélt egyenletesen.
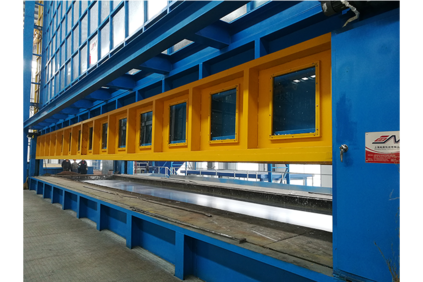
Cinkfürdőbe merülés:Most jön a folyamat lényege. Az előkészített acélt lassan (gyakran ferdén) leengedik az olvasztott cink üstbe, amelyet jellemzően ~450°C-on tartanak. Az alábbi képen az acélgerendák forró cinkfürdőbe lépnek. Amint az acél érintkezik a folyékony fémmel, reakció indul meg. A cink ötvöződni kezd a vas felületével, és a folyékony cink körbefolyik az egész alkatrészt. A fürdőben a cink és a vas kohászati reakció révén több ötvözetréteget alkot. Ez idő alatt (általában néhány perc) a bevonat eléri a megfelelő vastagságot. Egy rétegolvadtA cink az acél felületéhez tapad, majd lehűl, és szilárd külső héjat képez.
Ábra: Acél alkatrészeket mártanak tűzihorganyzó fürdőbe. Az olvadt cink (folyékony ezüst) gyorsan bevonja az acélt.
Az üzem kezelői gondosan időzítik a bemerítést. A legtöbb alkatrész esetében elegendő 4-5 perc bemerítés. A nagyobb vagy szigetelt alkatrészeknek több időre lehet szükségük a teljes hőmérséklet eléréséhez. Miután az alkatrészt átmelegítették, lassan kiemelik. Ahogy emelkedik, a felesleges cink lefolyik – ezt néha a darab rezgésével vagy forgatásával segítik. A megmaradt vékony cinkréteg lehűl és megkeményedik, gyakran kívülről fényes ezüstös bevonatot öltve. Valójában a frissen horganyzott acél gyakran csillog; a kristályosodott cink jellegzetes „csillám” vagy hópehelyszerű mintázata megjelenhet a felületen, ahogy megszilárdul.

Hűtés (passziválás/kioltás):A kihúzás után a bevonatos acélt lehűtik. Ez egyszerű levegős hűtéssel, vagy a forró acél vízben, illetve kémiai passziváló fürdőben történő edzésével történhet. Nincs szükség speciális kikeményítésre – a cink/acél kötés már szilárd. A képződő vékony cink-oxid réteget (fehér rozsda) gyakran csak magára hagyják, vagy enyhén kezelik. A festett alkatrészekkel ellentétben a horganyzott acél általában...nincs további befejezésa tartósságért.
Ellenőrzés:Az utolsó lépés egy gyors vizuális és műszaki ellenőrzés. Az ellenőrök ellenőrzik, hogy minden terület bevonattal rendelkezik-e, és megmérik a vastagságot. Mivel a cink csak a tiszta fémhez kötődik, a hibás foltok könnyen észrevehetők (a csupasz acél fényesnek tűnik). A szabványos mérőeszközök megmérik a bevonat vastagságát, hogy megbizonyosodjanak arról, hogy az megfelel a specifikációknak. Ezen a ponton a horganyzott acél használatra kész, és garantáltan hosszú éveken át ellenáll a korróziónak.
A fürdő belsejében: Kohászat és védelem
Ami valójában az acéllal történik az olvadt cink belsejében, az egy összetett kémiai folyamat – és a horganyzás egyik meglepő erőssége. Ahogy a forró acél a fürdőben van, a cinkatomok vasba diffundálnak, és több intermetallikus vegyületet képeznek. Az Amerikai Horganyzók Szövetsége ezt egy keresztmetszettel illusztrálja: van egy majdnem tiszta cinkből álló külső réteg (az úgynevezett éta réteg), és alatta 3 kemény ötvözetréteg (gamma, delta, zeta) található közvetlenül az acél határfelületén. Figyelemre méltó módon ezek a cink-vas ötvözetrétegekkeményebb, mint a lágyacélPéldául az apró karcolások nem hatolnak át könnyen ezen a többrétegű bevonaton. A gyakorlatban a horganyzott bevonat rendkívül erős és kopásálló.
Egy másik fontos előny a katódos (feláldozható) védelem. A cink elektrokémiailag aktívabb, mint az acél. Egyszerűen fogalmazva, ha a bevonatot a csupasz acélhoz karcolják, a környező cink fog először korrodálódni, védve az acélt. Valójában a tűzihorganyzás híres erről: egy forrás megjegyzi, hogy még ha a csupasz acél (akár ¼ hüvelyk nagyságú) is ki van téve egy karcolásnak, „nem kezdődik korrózió, amíg az összes környező cink el nem emésztődik”. Ez azt jelenti, hogy a kis karcolások nem igényelnek újrafestést; a cink idővel feláldozza magát.
Az évek során a levegő és az eső hatására a cink ártalmatlan melléktermékekké (oxidokká, hidroxidokká, karbonátokká) alakul – ez a szürke patina, amelyet a régi horganyzott fémen láthatunk. cinkpatina lassan védő külső kérget képez, amely tovább lassítja a korróziót. Valójában a teljesen időjárásnak kitett horganyzott acél körülbelül 30-szor lassabban korrodál, mint a csupasz acél. A gyakorlatban ez azt jelenti, hogy a horganyzott bevonat gyakran 50-60 évig vagy tovább is karbantartásmentesen tart, a környezettől függően.

Meglepő előnyökHorganyzás
A horganyzás számos olyan „wow” tényezőt kínál, amelyet egy egyszerű fémbevonattól nem várhat el:
1. Teljes körű lefedettség:Mivel a tűzihorganyzás során az alkatrész bemerül, még az üreges profilok és a csövek belsejét is bevonja. A menetek és a rejtett sarkok cinket kapnak, ellentétben az ecsettel felhordható festékekkel. Ez a teljes bemerítés azt jelenti, hogy a rozsda nem tud bejutni a váratlan helyekről.
2. Beépített szívósság:A cink-vas rétegek eleve kemények és kopásállóak. Egyes tesztek során a horganyzott acél bevonata...tízszerkopásállóbb, mint a tipikus festék. A külső tiszta cinkréteg (eta) lágyabb és képlékenyebb, így ütésállóságot biztosít, míg a belső ötvözetrétegek keményebbek, mint az acél. Ez a többrétegű kötés azt jelenti, hogy a horganyzott alkatrészek ellenállnak a durva kezelésnek és a kopásnak.
3. Öngyógyító (katódos) védelem:Ahogy említettük, a cink „feláldozza magát”, hogy megvédje az acélt. A horganyzott acélon lévő apró karcolások nem rozsdásodnak ki, mert a cink korrodálódik először (ezt katódos védelemnek is nevezik). Létezik egy elnevezése is, az „oldalirányú kúszás” arra, ami a festett acéllal történik (a rozsda bekúszik a festék alá) – és a horganyzás lényegében megakadályozza ezt.
4. Gyors átfutási idő:A nehéz berendezések ellenére a horganyzás maga gyors. Egy darab felakasztása és a cinkbe mártása mindössze néhány percet vesz igénybe. Az előkészítés többnyire kémiai tisztításból áll, és egy jól működő üzem összesen néhány nap alatt feldolgozhat egy megrendelést. Valójában a modern horganyzó műhelyek kis megrendelések esetén 24 órás szolgáltatást nyújtanak.
5. Hosszú élettartam:A horganyzott bevonat évtizedekig védheti az acélt újrafestés nélkül. Tipikus kültéri (ipari vagy vidéki) körülmények között az első karbantartásig általában több mint 50 év telik el. Ez a hosszú élettartam hosszú távon gyakran gazdaságosabbá teszi a horganyzást, mint az időszakos újrafestést.
6. Környezetbarátság:A horganyzási eljárás viszonylag tiszta. A használt cinket újrahasznosítják, és nincsenek illékony szerves oldószerek, mint a festékben. A horganyzott acél élettartamának végén 100%-ban újrahasznosítható. Az iparági csoportok a horganyzást „valószínűleg a legkörnyezetbarátabb” korrózióvédelemként jegyzik meg.
7. Felismerhető felület:A horganyzott acélnak gyakran van egy jellegzetességecsillogóvagy hópehelyszerű mintázat a felületén. Ezek az ezüstös kristályok a megszilárduló cinkszemcsék, és jellegzetes megjelenést kölcsönöznek a horganyzott felületeknek. Ez egy vizuális jelzés arra, hogy valódi tűzihorganyzott bevonat van jelen.

Kiváló minőségű berendezések: A Bonan Tech csőhorganyzó üzeme
A nagy horganyzóműhelyek nagy teljesítményű gépeket használnak ezen folyamatok folyamatos működtetéséhez. Például a Bonan Technology Co., Ltd., egy berendezésgyártó, hangsúlyozza a„Kiváló minőségű csőhorganyzó üzem”kiváló minőségű acélból és alkatrészekből készülnek. Automatizált gyártósoraik mindent kezelnek: a csövek felfüggesztéséhez szükséges eszközöket, lúgos zsírtalanító tartályokat, savas pácokat, fluxusállomásokat, egy szállítószalagot a cinküstön keresztül és hűtőtartályokat. A Bonan megjegyzi, hogy csőhorganyzó üzemeiket minden csőátmérő esetén folyamatos termelésre tervezték.
Ábra: Folyamatos csőhorganyzó sor működés közben. Az ilyen automatizált üzemek a csőszakaszokat tisztításon, folyósításon és olvasztott cinkfürdőn keresztül mozgatják.
Egy Bonan Tech gyártósoron minden lépést gondosan ellenőriznek. Valójában a csőhorganyzás általában a következő konkrét szakaszokat követi:
Lúgos tisztítás:A csövek forró nátrium-hidroxid fürdőbe kerülnek, hogy eltávolítsák az olajat és a revét.
Savas pácolás:Ezután egy savas fürdőn (általában HCl-on vagy H₂SO₄-on) mennek keresztül, hogy feloldják a rozsdát és a maradék oxidokat.
Öblítés és öblítés:Az öblítés után a csöveket cink-ammónium-klorid fluxusoldatba mártják, biztosítva, hogy az acél oxidmentes maradjon a horganyzás előtt.
Szárítás:Az acélon lévő nedvességet egy légszárító fújja le vagy párologtatja el.
Merülés (cinkfürdő):A csöveket az olvasztott cink üstbe szállítják. A tűzihorganyzás során alaposan bevonják őket cinkkel.
Kioltás:Végül a tűzihorganyzott csöveket gyorsan lehűtik vízben vagy hűtőfürdőben, hogy a bevonat rögzítve legyen.
Minden egyes cső, ami most előkerül, egyenletes cinkbevonattal rendelkezik a korrózió megelőzése érdekében. Bonan leírása szerint az ő„Automatikus horganyzó gép csövekhez”képes a „horganyzandó csövek teljes skálájának” kezelésére, biztosítva, hogy még a nagyon nagy vagy kicsi csövek is megkapják a megfelelő cinkréteget.
Következtetés
A horganyzó fürdő több mint egy fémedény – egy bevált, tudományosan megalapozott folyamat középpontja, amely gyakorlatilag öngyógyító védelmet biztosít az acélnak. A tisztítási szakaszoktól a forró cinkbe merítésig minden lépést optimalizálnak, hogy tartós, kohászatilag kötött bevonatot hozzanak létre. Láthattuk, hogy a horganyzott acél nemcsak hogy ellenáll a rozsdának, de meglepően jól is teszi ezt – többrétegű ötvözeteinek, rendkívüli szívósságának és évtizedes élettartamának köszönhetően.
Akár mérnökként tervezi meg a hidat, akár háztulajdonosként választ kerítésoszlopokat, a horganyzófürdő folyamatának megértése segít megérteni, miért olyan hatékony a horganyzott acél. Röviden, az olvadt cink szerény fürdőjében egy erőteljes és meglepően kifinomult védelmi rendszer rejlik – amely generációkon át biztonságban tartja az acélszerkezeteket.
Közzététel ideje: 2025. május 21.